储罐防腐操作工艺要求
2019-04-24 08:47:44 来源:
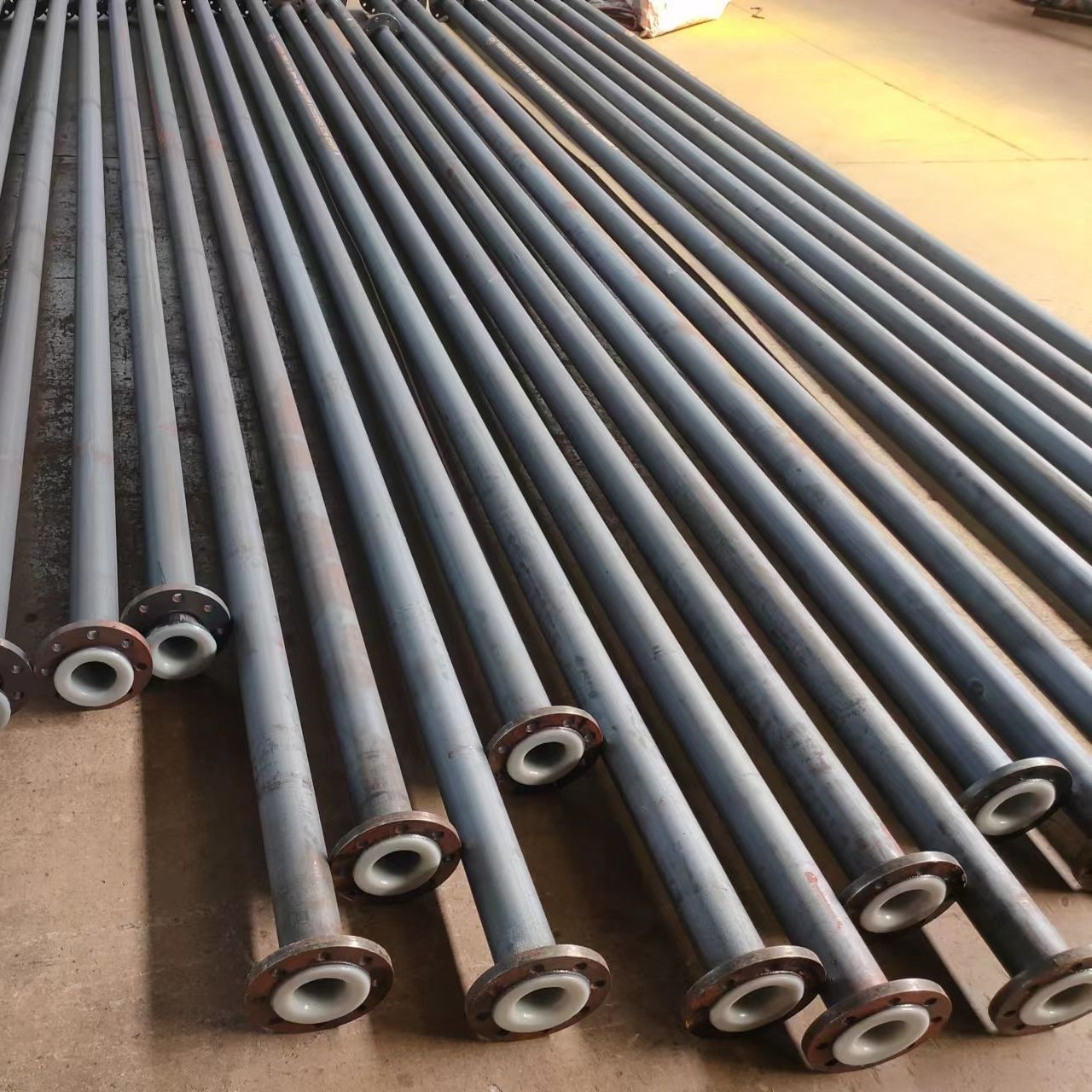
储罐防腐操作工艺与其它防腐设备的操作工艺如出一辙,都遵循工业设备防腐蚀工程施工验收规范,具体的储罐防腐工艺小编大致介绍下:
1、工艺流程:基面喷砂除锈清理→底漆涂装→中间漆涂装--面漆涂装→检查验收
2、基面清理:基面清理除锈质量的好坏,直接关系到涂层质量的好坏。因此涂装工艺的基面除锈质量一般要求为St2.5级。技术要求:基体表面要求清洁,而具有一定的粗糙度,即达到GB8923-88《涂装前钢材表面锈蚀等级》的除锈标准、HGJ229-91《工业设备防腐蚀工程施工及验收规范》的Sa2.5级除锈标准,彻底除净表面的油质、氧化皮、锈蚀等一切杂物。并用干燥、洁净的压缩空气清除粉尘。表面无任何可见的残留物,呈现金属均一本色,并有一定的粗糙度。
喷砂的主要参数应注意以下几点:
(1)喷砂距离:指喷砂嘴端面到基材表面的直线距离。随着喷砂距离的增加,磨料对基材表面的冲刷作用减弱,同时磨料分散。该参数的选择取决于喷砂方式、空气压力大小以及工件的具体情况。合适的距离既能使表面达到一定的粗糙度,又有较高的喷砂效率,同时要避免磨料给表面造成很大的压应力和避免工件发生变形。一般控制在100~300mm的范围内。压力或喷砂距离比射吸式要长。
(2)喷砂角度:指磨料喷射的轴线与基材表面的夹角,应保持在60~75度的范围内,要避免成90度。以防止砂粒嵌入表面。
(3)空气压力:以压缩空气为动力,供给喷砂装置进口的压力。随压力升高,磨料喷射速度增加,对表面冲刷作用加剧,磨料破碎率提高。因此压力的选择要考虑到磨料的粗细,工件厚薄及表面粗糙度的要求。压力式喷砂一般为0.3~0.5Mpa,射吸式喷砂为0.5~0.6Mpa。压力式喷砂要考虑到喷砂管较长造成的压力损失,应适当提高压力。
(4)喷砂嘴孔径:在空气压力一定的情况下,喷嘴孔径加大,空气耗量和出砂量增加,喷砂效率提高。孔径的选择受空气供给量的制约,一般为8~15mm。由于磨损,当喷砂嘴孔径增大25%时,应更换新喷嘴。
(5)喷砂枪的移动速度:通过喷砂枪和工件表面的相对移动来获得均匀的粗化面。移动速度无严格要求,主要视表面粗化的均匀性来控制喷砂时间,过长的喷砂时间会导致不希望的表面结构。 喷砂质量要求 喷砂质量直接影响到涂层的结合强度,因而在表面处理的喷砂质量技术要求标准中提出了严格要求,确定为等级施工。
 扫一扫,手机浏览
扫一扫,手机浏览